The Odor Digestion Treatment System effectively neutralizes and eliminates unpleasant odors in industrial settings. It offers high efficiency, low maintenance, and environmentally friendly operation, ensuring compliance with regulations and improving air quality for a safer, more comfortable work environment.
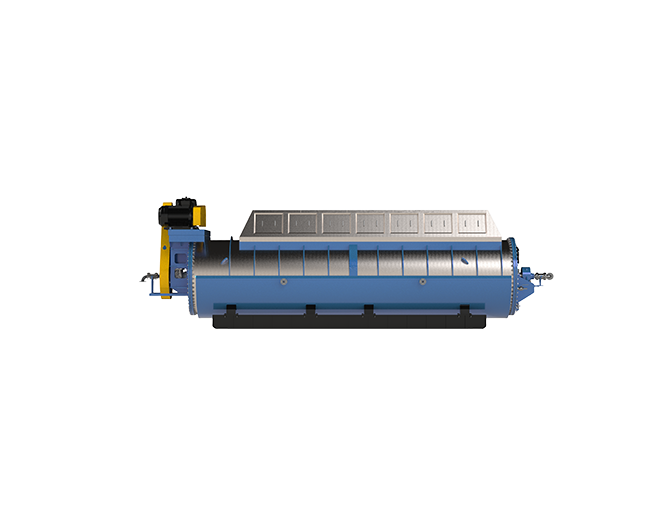
The odor digestion treatment system is a device for catalytic combustion purification treatment of organic waste gas (ethyl acetate, ethanol, toluene, hydrogen sulfide, ammonia, methyl mercaptan, etc.) collected by organizations during the production process of livestock and poultry innocuous treatment, slaughtering waste treatment, spray painting and printing, etc.
It adopts the regenerative catalytic combustion treatment process to fully combust the organic substances inside the waste gas and then the combusted waste gas enters into the spray tower to be purified and absorbed by spraying.
It adopts regenerative heat catalytic combustion treatment process to fully combust the organic substances inside the exhaust gas, and the combusted exhaust gas enters into the spray tower to be purified and absorbed by spraying, and then finally meets the standard discharge.
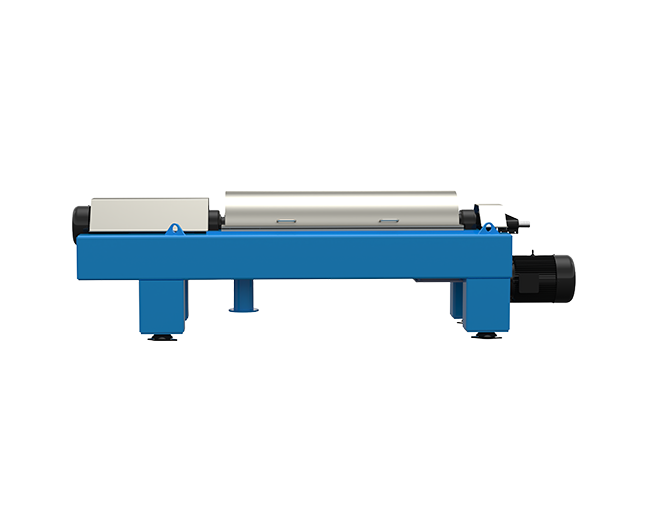
The combustion device of the system realizes multiple insurance interlocks, has an automated power distribution system that monitors gas pressure, wind pressure, and flame temperature, and has safety and industrial reliability.
This product is mainly suitable for harmless treatment of livestock and poultry, feather powder, meat powder, animal fat smelting and other working conditions for protein conversion from slaughter waste, and catalytic combustion and purification treatment of foul-smelling gases extracted under negative pressure and vacuum conditions.
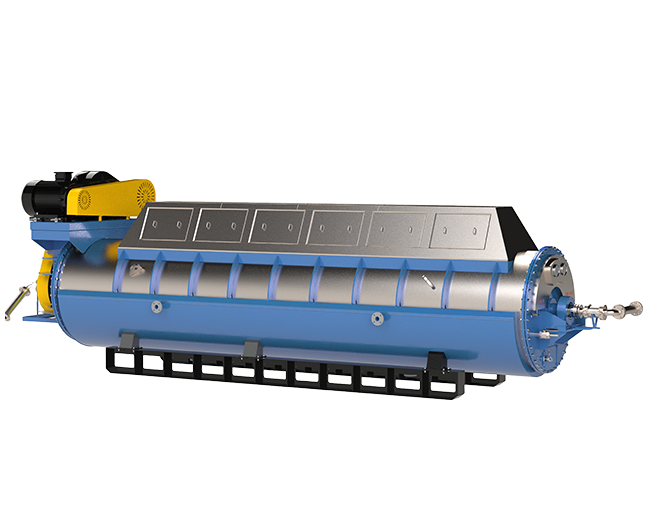
The use of regenerative heat catalytic combustion treatment process, the malodorous gas inside the material for the full combustion, combustion of waste gas into the spray tower by the three-stage spray purification and absorption, and ultimately meet the emission standards.
The porous refractory heat accumulator in the combustion furnace is loaded with a specialized catalyst with catalytic capacity.
The catalyst is adsorbed and deposited inside the heat accumulator and has stable chemical properties.
At the same time, the catalyst will maintain good cyclic regeneration characteristics at high temperatures, and the service life matches the full cycle life of the equipment.
The combustion system realizes multiple safety interlocks and has an automated power distribution system that monitors gas pressure, wind pressure and flame temperature, providing safety and industrial reliability.
The equipment is simple to operate, using liquefied natural gas as fuel, the average hourly consumption of liquefied natural gas is about 5m³, and the malodorous gas treatment capacity can reach up to 500m³, and the operation cost is low.
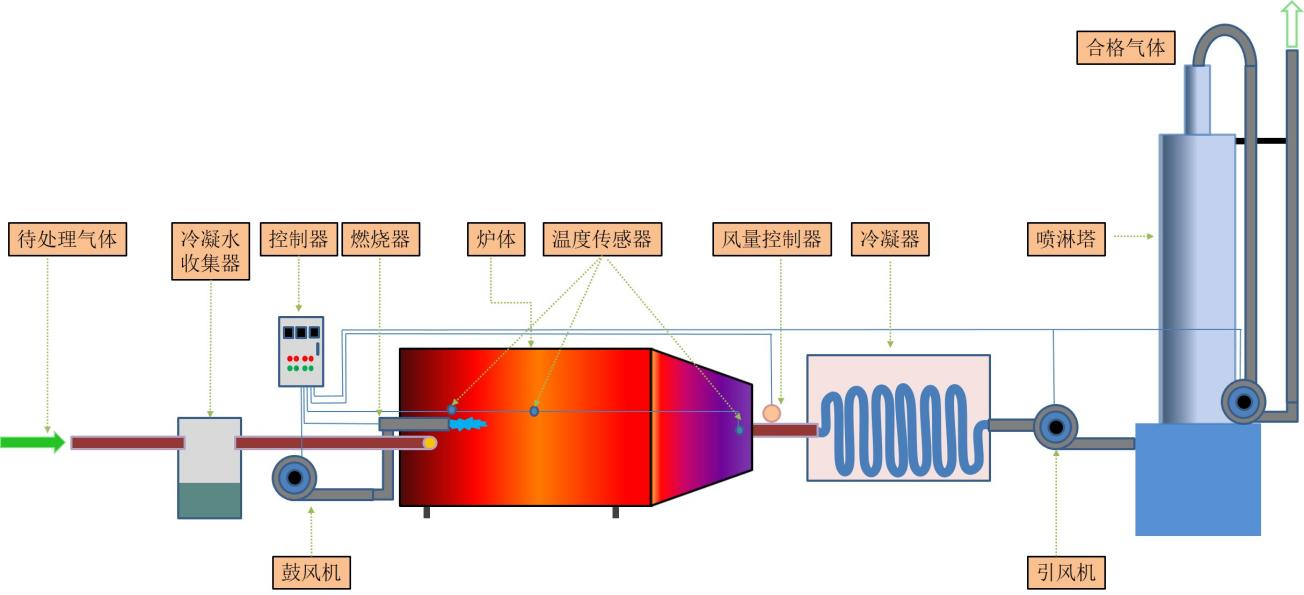
Odor Digestion Treatment System Flow
This system adopts catalytic combustion to catalyze the odor molecules inside the organic waste gas to eliminate the odor. The flow chart of odor digestion treatment system is shown in the following figure.
Specific realization of the process is as follows: first of all, the organic waste gas after pre-dewatering, and then into the gas-fueled combustion catalytic furnace, through the burner combustion to ensure that the temperature inside the furnace to maintain 700-800 ℃.
After the waste gas enters the combustion catalytic furnace, the organic matter is fully oxidized and cracked and combusted, and the malodorous organic matter is transformed into substances that can be easily absorbed (carbon dioxide, water and nitrogen or nitrogen oxides, etc.).
After combustion, the waste gas is cooled down by the condenser and then goes to the spray tower for absorption, and finally meets the standard emission.