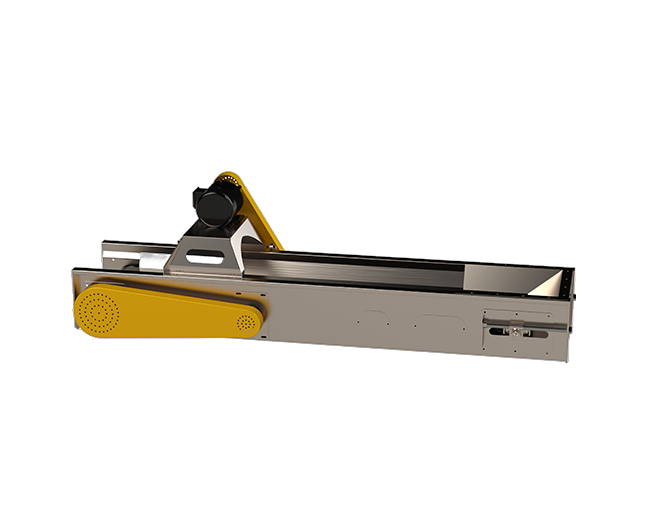
Belt-over Roller Conveyors are widely used in various industries to move materials efficiently. The Belt Conveyor is a common type of material conveying equipment. It uses a continuous belt to transport materials from one location to another. These conveyors are important because they help improve productivity and streamline operations. With a Belt over Roller Conveyor, businesses can handle large volumes of materials easily. This equipment is reliable and easy to maintain, making it a popular choice for many applications. Additionally, it can be customized to fit different needs, providing flexibility for various industries. Overall, the belt over-roller conveyors play a crucial role in enhancing the efficiency of material handling processes.
How It Works
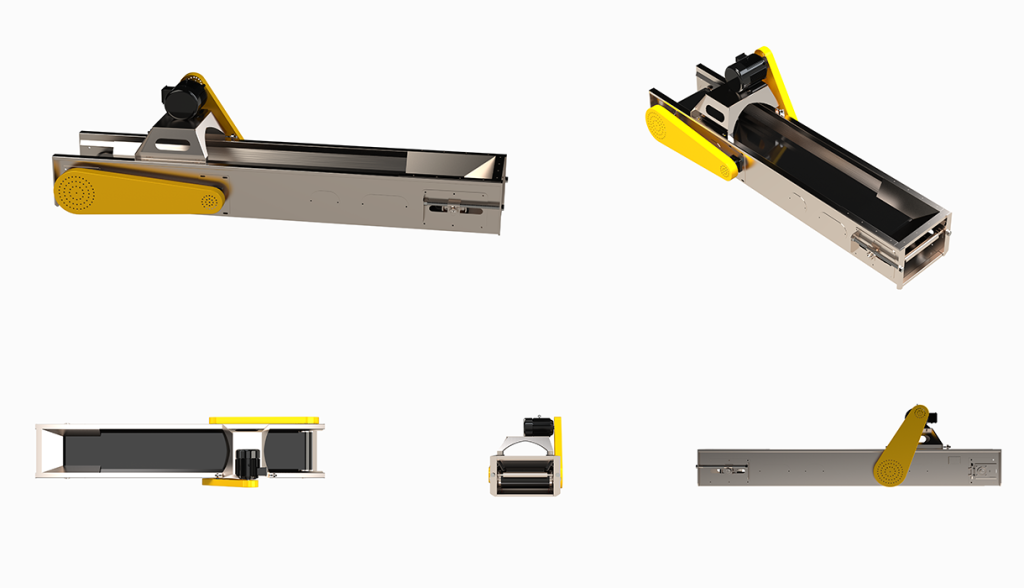
Explanation of the Hybrid Equipment
A belt conveyor is a common type of material conveying equipment. It moves materials from one place to another using a continuous belt. The belt loops around two or more pulleys. One pulley is the drive pulley, which moves the belt. The other pulleys guide the belt along its path. This equipment allows materials to be transported smoothly and efficiently. The continuous belt ensures that materials are moved consistently without interruption. This makes belt conveyors reliable for various applications in different industries.
Integration of Belt and Roller Mechanisms
Belt conveyors combine belt and roller mechanisms to enhance their functionality. The conveyor belt is the main component that carries the materials. It is made of strong, durable materials to handle heavy loads. The transmission device powers the movement of the belt. It ensures that the belt moves at a steady speed. The support frame holds all the parts of the conveyor together. It keeps the system stable and secure during operation. Additionally, conveying auxiliary equipment, such as rollers, helps guide the belt and supports the materials being transported. This integration makes belt conveyors versatile and efficient for moving large volumes of materials. Belt conveyors are also known as belted conveyors, conveyor belt systems, or flat belt conveyors. These different names highlight their design and functionality. By combining the belt with rollers and other components, belt conveyors can be customized to meet the specific needs of various industries.
Advantages
Smooth Material Handling
The conveyor belt is the main part of a belt conveyor. It is usually made from rubber, polyester fiber, nylon, or similar materials. The belt is shaped like a loop and moves continuously with the help of a motor. This movement helps to carry materials from the start to the end of the conveyor. The belt’s width and length can be customized to meet specific needs.
Support frames hold up the conveyor belts and keep them running smoothly. These frames are typically made from steel structures or steel pipes. They can be designed and built to fit different requirements. This ensures that the conveyor operates steadily and reliably.
Conveying auxiliary equipment includes feeding devices, discharging devices, guiding devices, and cleaning devices. The feeding device adds materials to the conveyor belt. The discharging device removes materials from the belt. The guiding device directs the belt’s path to ensure materials are transported accurately. The cleaning device removes dirt and debris from the belt, helping it run properly. Together, these components make material handling efficient and hassle-free.
Versatility and Efficiency
Belt conveyors are very versatile. They can handle a wide range of materials, from small items to large bulk goods. This makes them suitable for many industries, such as manufacturing, mining, and packaging. Because they can be customized, belt conveyors can fit different spaces and work environments.
Efficiency is another key advantage of belt conveyors. They can move large amounts of materials quickly and reliably. This helps businesses increase their productivity. The continuous movement of the belt ensures that materials are transported without delays. Additionally, belt conveyors use less energy compared to other material handling methods, making them cost-effective.
The ability to integrate with other systems also adds to their versatility. Belt conveyors can work alongside other equipment, such as sorting machines and storage systems. This integration streamlines operations and reduces the need for manual handling. As a result, businesses can achieve higher efficiency and better workflow management.
Reduced Friction and Wear
Belt conveyors are designed to minimize friction and wear. The materials used for the conveyor belt, like rubber and nylon, are chosen for their durability and low friction properties. This means the belt can move smoothly over the rollers with less resistance. Reduced friction helps the belt last longer and perform better.
The design of the support frames and rollers also contributes to lower wear and tear. High-quality rollers ensure that the belt moves evenly and without unnecessary strain. This extends the lifespan of both the belt and the conveyor system. Regular maintenance, such as cleaning and lubrication, further reduces wear and keeps the conveyor running efficiently.
Typical Applications
Mining and Quarrying
Belt conveyors are used in mining and quarrying. They move ores, rocks, and minerals from one place to another. These conveyors handle heavy loads. They work well with rough materials. This helps mining operations run smoothly.
Manufacturing
In manufacturing, belt conveyors play an important role. They are used in assembly lines to move products. Conveyors help with material handling. They make production processes faster and more efficient.
Food Processing
Food processing requires clean and safe handling. Belt conveyors are suitable for this environment. They transport food products with minimal risk of contamination. This keeps the food quality high and ensures safety.
Logistics and Warehousing
Logistics and warehousing use belt conveyors to move goods. They handle packages and parcels in distribution centers. Conveyors make moving items quick and easy. This helps manage large volumes of shipments effectively.
Technical Specifications
Operating Temperature
Belt conveyors can operate from -20°C to 80°C. The exact range depends on the material used.
Diameter Range
The diameter of conveyor rollers ranges from 20 mm to 200 mm. This allows flexibility for different applications.
Load Capacity
Load capacity varies based on design and material. It usually ranges from 50 kg to 5000 kg per roller.
Material Options
Conveyor belts can be made from steel, aluminum, PVC, or rubber-coated materials. Each material offers different benefits.
Bearing Type
Conveyors use sealed or open ball bearings. This ensures smooth and efficient operation.
Maintenance and Durability
Basic Maintenance Tips
Proper maintenance keeps belt conveyors running well.
First, regularly check the conveyor belt for any signs of damage. Look for tears, cracks, or worn areas.
Next, keep the belt clean. Remove any debris or buildup that may cause issues. Lubricate the moving parts to ensure smooth operation. This includes the rollers and bearings.
Also, inspect the support frames to make sure they are secure and free from rust. Tighten any loose bolts or screws as needed.
Finally, monitor the conveyor’s performance. Listen for unusual noises and watch for any irregular movements. Addressing small problems early can prevent bigger issues later.
Lifespan and Common Wear Points
Belt conveyors are built to last. The lifespan depends on how well they are maintained and the conditions they operate in. On average, a well-maintained conveyor belt can last between 5 to 10 years. Common wear points include the belt itself, rollers, and bearings. The conveyor belt may wear out from constant use and heavy loads. Rollers can become worn or damaged over time, affecting the belt’s movement. Bearings may wear out due to friction and require replacement. Regular inspections help identify these wear points early. Replacing worn parts promptly extends the conveyor’s lifespan. Proper maintenance ensures that the conveyor remains reliable and efficient for many years.
Final Words
In conclusion, Chengzhu’s Belt over Roller Conveyor is a reliable and efficient choice for material handling. Its simple design ensures smooth transportation across industries like mining, manufacturing, food processing, and logistics. The system is durable, easy to maintain, and customizable to fit your needs. Whether moving heavy or delicate materials, this conveyor helps improve your workflow.
If you need a cost-effective and long-lasting solution for material handling, Chengzhu’s Belt over Roller Conveyor is the answer. Contact us today to learn how this system can help your business. We are here to support you in improving efficiency and streamlining operations. Get in touch now for more details or to request a quote!
 Blog · 7 月 01, 2025 Chengzhu Machinery Group helps Malaysia’s green circular economy —– feather meal production line opens a new chapter of environmental protection! Read More
Blog · 7 月 01, 2025 Chengzhu Machinery Group helps Malaysia’s green circular economy —– feather meal production line opens a new chapter of environmental protection! Read More